
Steel producers need to balance between quality and manufacturability. This creates a dilemma many quality engineers have been facing for a long time now. Reaching deep into the possibilities of Industrial Artificial Intelligence, an elegant solution appears known as the “forward dressing” practice.
Manufacturing in the steel industry is a complex process. Not only are many different grades, dimensions and surface finishes combined in thousands of variants, but also the production routes usually consist in several successive steps with very specific process and quality requirements.
The inherent high complexity of such planning and processing dynamics is constantly faced with increasing pressure from the market (customers, competitors and raw material suppliers).
At the same time, they all have rather diverse requirements such as
- cost reduction,
- quality improvement,
- stock minimization and
- adherence to delivery dates.
It is obvious that in such an environment, one size does not fit all. Manufacturing specialization is not only a challenge for planning, but also for quality control.
To this end, quality monitoring methods such as Statistical Process Control (SPC) are used to first identify process steps that do not meet the requirements centrally specified by the Manufacturing Execution System (MES) and after that, if necessary, to remove the corresponding semi-finished material unit from the order.
Steel quality control of single process steps is limited
Methods like Statistical Process Contol, applied to single process steps and lines, can be very effective. However, they rely on the premises that:
- The input material shows standard properties. That means that it has been manufactured almost ideally so far and therefore deviates only insignificantly from the expected ideal status of the semi-finished product.
- The specified tolerance limits of the controlled parameters, if not violated, guarantee the desired output.
A closer look at these premises reveals a contradiction:
- On the one hand, the production line that processes semi-finished products wants them to have met the tightest tolerance limits in the preceding production steps in order to be an almost ideal input.
- On the other hand, the production line that delivers the semi-finished products as output wants broad tolerance limits to facilitate production and thus minimize both outliers and downgrading.
However, the same semi-finished material unit that is input into one line is obviously the output of the previous one, so that a “reasonable” compromise between quality and manufacturability is the typical choice for defining tolerance limits. This almost always works, but unfortunately only almost.

How manufacturing steel with predefined MES quality targets can Go wrong
Let’s illustrate this balancing act with a simplified example that considers the yield strength of a final product to be influenced only by the chemical composition released from the melt shop and by the processing temperatures in the downstream lines.
For a given grade, a defined chemical composition is ordered from the melt shop by defining target ranges for alloying elements contents and maximum limits for traces and residuals contents. The wider the intervals, the easier production is for the melt shop: more use of standard procedures, less need for corrections, fewer scrap restrictions – ultimately higher productivity at lower cost. Under these conditions, however, we can expect the dispersion of the chemical composition of the heats to be large, despite the fact that all heats are labeled with the same grade.
In the downstream lines, the automation control of temperatures is not always easy. Again, the wider the target ranges for temperatures, the fewer the outliers on the output side and the greater the dispersion of processed temperatures is likely to be.
In most cases, as a consequence of a rather normal distribution of actual values, the overall effect of the dispersion of chemical elements and temperatures on mechanical properties is moderate. However, this need not always be the case. A rather hard heat meeting every single specification for the chemical elements might end up being processed with rather cold temperatures (still within the temperature target range), so that hardening effects add up to an unexpectedly high strength, possibly outside the target range:
On the other hand, very tight limits for chemical composition and processing temperatures may guarantee excellent results in terms of yield strength. At the same time, an unnecessarily high number of process outliers will appear and demand deviation management of the semi-finished product.
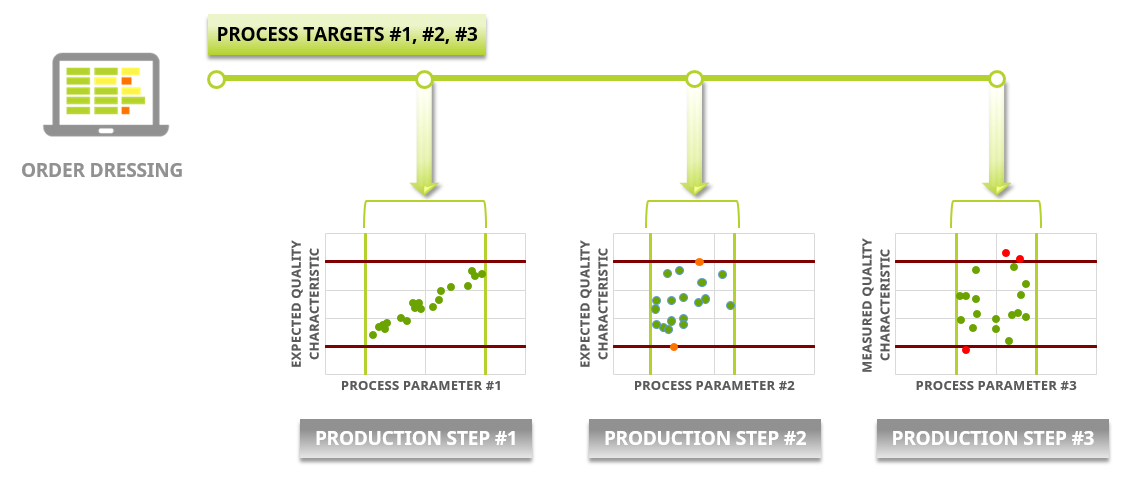
As long as all parameter targets for each processing line are defined before production (in MES language: technical elaboration of the sales order by conventional Order Dressing), without taking into account the real conditions of the specific input material in front of each line, the quality engineer's dilemma described above will remain: it will always be a balancing act between quality and manufacturability.
Forward dressing: Quick reaction based on knowledge
But what if the process parameters of the next process step could be optimized for each input material based on its own unique characteristics? Could we then nudge processes into the “right” direction to compensate for an “unbalanced” input and thus funnel the final output properties toward an ideal focus?
To function properly, such a reactive system should rely on knowledge and speed:
- Knowledge, in form of a predictive model, evaluates the upstream data history of the single input material and provides tailored adjustments of the downstream process parameter
- Speed makes it possible to gather all relevant data for the necessary evaluation and deploys its corrective results in a way that is still compatible with the requirements and constraints of scheduling and processing
Recalling the example above: the chemical composition of each heat leaving the melt shop would be evaluated with respect to the expected strength of the final product after standard processing; if necessary, the processing temperature set points for each material unit are changed individually, according to the cross-plant predictive model, in order to promote compensating effects on strength in the downstream production lines (e.g. hot rolling mill, continuous annealing line, skip pass mill). In this way, not only should the risk of outliers be minimized, but also the dispersion of the targeted properties could be reduced. In other words: less downgrading and higher quality.
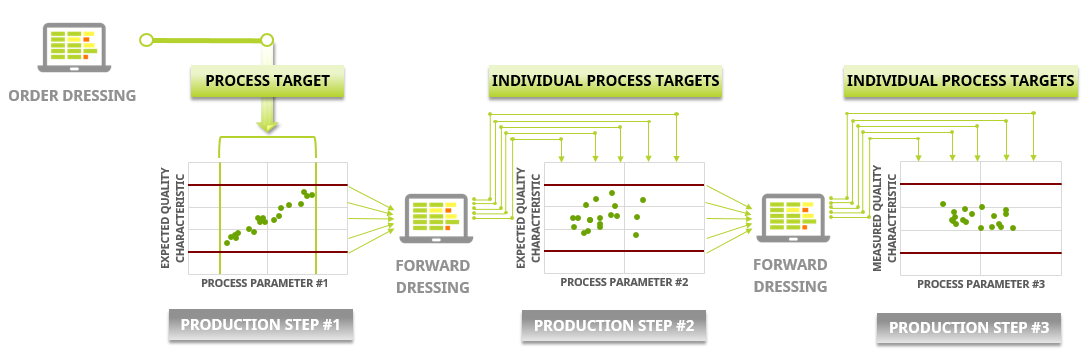
At PSI Metals, we call such self-regulating behavior of MES “forward dressing”.
According to Wikipedia, intelligence is “the ability to perceive or infer information, and to retain it as knowledge to be applied towards adaptive behaviors within an environment or context”.